



Flexibilidad y altísima precisión son los «plus» del centro de mecanizado de 6 ejes de SCM y los más apreciados por esta innovadora empresa belga

Franco Tartagni nos recibió con una amplia sonrisa: se dice que las fábricas reflejan a quienes las instalan y administran. En este caso es cierto. Se trata de una gran fábrica, de más de 45.000 metros cuadrados, donde todo está organizado, cuidado, hasta agradable; una fábrica que parece sonreír. Por supuesto que hay problemas, cosas que mejorar y decenas de cosas que resolver, pero la sensación es absolutamente positiva: es un lugar agradable.
Estamos en la sede de Atl en Faenza, un verdadero gigante en la producción de muebles tapizados, con una facturación de 88 millones de euros en 2019. Es uno de los padres fundadores de esta empresa, con una larga trayectoria marcada por la habilidad y la pasión, el deseo de crear algo bueno para sí mismo y para los demás y la voluntad de llegar más lejos.

Todo salió espléndidamente: el grupo, gracias a start-ups y adquisiciones, se fortaleció y desarrolló sus habilidades para acercarse al mercado ofreciéndolo de todo, desde el diseño hasta el sofá terminado para un salón u oficina. Se consolidaron importantes colaboraciones que abrieron nuevas posibilidades: del residencial al contract, con capacidad de gestión y producción para diferentes segmentos de mercado, desde los productos más ordinarios hasta sofás de piel con formas sofisticadas.
“En 2010 entramos en contacto con un conocido y consolidado minorista italiano de gran escala, con 200 puntos de venta, lo que nos supuso un importante reto: producir mil sofás al día”.
“No voy a entrar en detalles, pero compramos a la multinacional Golden Lady la planta de Omsa que habían decidido cerrar y la convertimos en la fábrica que ves hoy”, nos cuenta Tartagni mirando a su alrededor . “Empleamos a 150 de las personas que habrían despedido. El 22 de abril de 2012 compramos el edificio y en septiembre comenzamos a producir con el nuevo personal capacitado con nuestros cursos intensivos, en un edificio completamente renovado y una planta a estrenar. En pocos meses logramos un milagro, sin tener en cuenta el terremoto que azotó la zona de Emilia en esos meses y que puso de rodillas a muchos de los talleres que trabajaban para nosotros ”.
En los 45.000 metros cuadrados de la fábrica de Faenza producen 1200 sofás al día: “ Creo que es la planta de muebles tapizados más grande que existe hoy en Italia ”, explica Tartagni. Aquí trabajan 500 de los 600 empleados del grupo, así como al menos otros 300 subcontratistas, para la producción de sofás, corte del poliuretano y en el taller de carpintería, que da servicio a todas las unidades productivas del grupo.
Los sofás de cuero de gama alta se producen en la planta de Bertinoro de 10.000 metros cuadrados.
Pero la nueva planta de Faenza es realmente impresionante: “… es una planta extremadamente flexible, que nos permite hacer cada día lo que nos propusimos”, continúa Tartagni. “Si, por ejemplo, tenemos programado que hoy debemos producir 1.125 sofás. Esta noche se cargarán 1.125 sofás en los camiones. Ten en cuenta que todos los días trabajamos en al menos 60 modelos diferentes y cada modelo tiene veinte versiones , lo que significa que los 1.200 sofás que de media producimos cada día están en 300 versiones diferentes.en términos de forma, color, tamaño, número de asientos y funciones. Cada lanzadera de nuestra planta es el banco donde se construye y ensambla uno de nuestros sofás desde las primeras piezas de madera para la estructura, hasta el producto terminado. Todo según un horario establecido y una gestión informatizada que avisa a cada puesto de trabajo de qué materiales, mecanismos o materiales debe preparar para el próximo sofá ”.
Pero, ¿cómo funciona todo tan bien?
“ Gracias a la organización y la tecnología , incluso si producir un mueble tapizado de calidad es un trabajo que requiere un alto nivel de artesanía , donde la habilidad humana y el tacto siempre marcan la diferencia. Sobre todo en la fase final, en la tapicería, donde el sofá o el sillón se van vistiendo pieza a pieza y donde la artesanía del trabajador marca la diferencia: ten en cuenta que por cada mueble tapizado en piel de alta calidad que construimos, en se requieren al menos siete u ocho horas para la tapicería. Y aquí no hay tecnologías ni procesos automáticos, solo gran habilidad y una inmensa pasión por el trabajo ”.
¿Dónde te ayuda la tecnología?
“ Durante las fases de corte, de la madera y los materiales o el acolchado. Aquí hemos perfeccionado los procedimientos para que la preparación de las piezas semiacabadas que luego ensamblarán nuestros artesanos sea lo más industrial posible.
Al inicio de nuestro trabajo como carpinteros, cuando compramos los dos laboratorios, que para nosotros se volvieron de importancia estratégica, porque nos permitían gestionar toda la cadena de producto, teníamos a nuestra disposición solo unas pocas máquinas tradicionales y sencillas: sierras de cinta , algunas cepilladoras, una multihoja, cortadores y poco más. También en términos de seguridad, las últimas tecnologías nos han permitido realizar algunas mejoras importantes. Fue el deseo de hacer que ciertas fases de nuestro proceso fueran más seguras lo que nos puso en contacto con el Grupo SCM. Era 1988 y descubrimos que tenían una máquina que se adaptaba a nosotros, lo que nos permitía trabajar con total seguridad en madera y paneles. Compramos uno de inmediato y fue el comienzo de una relación muy satisfactoria que se prolonga hasta la actualidad.
Crecimos con ellos, aprendimos a conocernos y a encontrar la solución más adecuada. Instalaron nuestra primera seccionadora y, recientemente, otro sistema angular, dos máquinas que nos permitieron dar un gran paso adelante en términos de productividad y seguridad.
Verás, si hoy somos capaces de producir 1.400 sofás al día es porque hemos invertido en personas y tecnología. Aplicar criterios organizativos precisos, mantenerse al día con la innovación tecnológica ha supuesto abaratar los costes de producción, agilizar nuestros trámites, aumentar nuestra posibilidad de garantizar a nuestros clientes lo que piden. Siempre con la máxima seguridad, lo que para nosotros es primordial ”.
Una visita al gran taller de carpintería de Faenza revela lo que significa Tartagni. Pilas y pilas de piezas, piezas de madera, listas para alimentar una cadena productiva ininterrumpida. Unos cuarenta operarios trabajan en dos turnos para preparar las tiras y piezas perfiladas que, unidas, se convertirán en la estructura de un sofá o sillón.

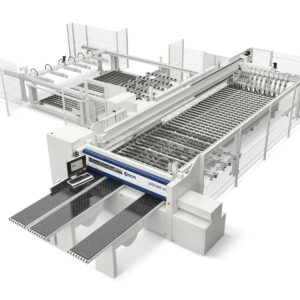
Después de comprar tres seccionadoras «gabbiani» de SCM, el Grupo Atl quería dar un paso más en la escala de la calidad en términos de alta tecnología, adquiriendo la nueva sierra angular para paneles » gabbiani a2 «, «Creo que esta solución de SCM ser una pequeña revolución en el mundo del encolado. Buscábamos una tecnología que nos diera la máxima flexibilidad. El resultado superó con creces nuestras expectativas y nos encontramos con una línea de corte que nos permite producir en masa y sobre la que podemos trabajar cualquier material sin ningún problema «.
Una máquina extremadamente versátil y potente que ha cambiado la forma en que trabajamos en Atl Group: «En el pasado, a menudo nos quedamos atrás. Ahora la producción de una gran parte de nuestros productos semielaborados se puede manejar sin estrés y con un -y una programación rápida como la nuestra, eso es una gran ventaja ”.
De hecho, el nuevo «gabbiani a2» fue diseñado para cumplir con todo tipo de requisitos de mecanizado de paneles, desde la producción en masa hasta el «lote 1». Con opciones de proyección de hoja 95, 115 y 125, ofrece el máximo rendimiento en términos de productividad y calidad de corte, y esto ocurre gracias a las nuevas unidades funcionales que se encuentran en la gama: desde Juego de sierra , para un cambio automático de herramienta rápido y preciso, hasta Flexcut 1D que permite patrones de corte complejos en tiempos rápidos. El alineador de lado accionado para el posicionamiento rápido durante el proceso de corte y el automático etiquetado panel de sistema antes de la etapa de corte, que reduce drásticamente los tiempos de procesamiento, son clave para aumentar la productividad.
Otra ventaja importante que aprecian nuestros clientes es la posibilidad de que la máquina garantice una limpieza perfecta tanto en el interior de la máquina como en el entorno de trabajo. Esto es gracias al sistema Zero dust , la innovadora unidad dotada de un sistema automático que interviene en cada corte para contener el polvo de la sierra y garantizar su completa extracción.
En el caso del procesamiento nesting de bidones y estructura interna de sofás , el Grupo Atl optó por sustituir la perfiladora suministrada por una celda automatizada de alto rendimiento: “accord 40 nst” . Un proyecto tecnológico diseñado específicamente a la medida de este cliente, considerando que estamos hablando de una celda altamente personalizable .
Esta solución también garantiza un alto nivel de productividad, trabajando varios turnos, y destaca por su alto nivel de automatización.
La celda puede procesar tres paneles simultáneamente gracias al empujador exclusivo en la entrada de la máquina, que permite cargar hasta tres paneles gruesos superpuestos, y los dos grupos de operadores separados trabajar en paralelo, cada uno equipado con un cabezal para perforar. y electrohusillo de alta potencia. El sistema de carga cuenta con dos unidades de clavado independientes mientras que el doble transportador de salida es la línea de vida de la máquina, considerando la importante velocidad con la que se realiza el mecanizado. El operador solo debe preocuparse por recoger la pieza terminada de la estación de descarga mientras la máquina continúa trabajando sin vigilancia en las estaciones intermedias.
Tartagni termina diciendo: «Hay otro aspecto de nuestra relación con SCM que me gusta mencionar, y es el nivel de asistencia . Nuestras plantas deben ser confiables en cualquier circunstancia y por eso elegimos socios tecnológicos capaces de brindándonos la mejor asistencia «.


Información obtenida de scmgroup.com
Flexibilidad y altísima precisión son los «plus» del centro de mecanizado de 6 ejes de SCM y los más apreciados por esta innovadora empresa belga

Entrevista con Rami Suuronen, jefe de desarrollo de productos de sistemas de almacenamiento: “ Elegimos SCM y ‘stefani cell E’ porque esta nueva solución flexible de tapacantos de ‘lote 1’ responde mejor a nuestras necesidades presentes y futuras. Ahora nos es posible producir una calidad más consistente ”.

Una empresa en continuo desarrollo, especializada en interiores exclusivos para barcos de lujo, que tuvo la valentía de…